Conception de trémies - Flux de poudre
Méthode de calcul de conception de trémies / silos
| Vous ne voulez pas concevoir ? Voulez-vous résoudre un problème de décharge dans votre silo ? Si oui, accédez à notre COMMENT FAIRE : Comment résoudre les problèmes de flux ? |
Suivez-nous sur Twitter ![]()
Question, remarque ? Contactez-nous à admin@powderprocess.net
| Résumé de la section |
|---|
| 1. Méthodes de calcul de conception de silos / trémies |
| 2. Aides à la décharge |
| 3. Équilibrage de l'air |
| 4. Bonnes pratiques de conception de silos |
De quoi parle cette page
Les procédés de manipulation de poudre sont constitués de nombreuses opérations unitaires, certaines complexes, d'autres qui peuvent sembler plus simples. La décharge de poudre est souvent négligée, cependant, les problèmes dans cette opération a priori simple peuvent entraîner de grandes
pertes.
- Fiable
- Assez rapide
- Contrôlée

La performance d'un procédé industriel sera jugée, entre autres paramètres, selon sa capacité à atteindre une vitesse nominale (exprimée en termes de débit, de temps de cycle ou de nombre de lots / h). Si une trémie qui est censée fournir de la poudre à un débit donné ne peut pas le faire, qu'elle soit placée au début, au milieu ou à la fin du processus, la vitesse de l'installation entière sera affectée.
Cette page vous permettra de :
- Concevoir un silo / trémie pour assurer un bon flux
- Estimer le débit de décharge d'un silo / trémie
- Prendre des mesures en cas de problèmes de flux
Il faut noter que la façon dont une poudre s'écoule dépend de ses propriétés. Les propriétés générales de la poudre, y compris les propriétés de flux, sont répertoriées dans cette page : Propriétés de la poudre.
1. Méthodes de calcul de conception de silos / trémies
1.1 Pourquoi c'est important
La poudre a une certaine capacité à glisser et à tomber lorsqu'elle est stockée dans une trémie. Une variable clé qui aura un impact sur le flux de produit à l'extérieur d'un bac est sa résistance à la cohésion.
Dans un bac, la poudre est soumise à une pression, due au fait qu'il y a une hauteur de poudre dans le bac, la poudre du haut poussant sur la poudre en dessous de la trémie. En raison de la pression, certains solidestendent à être plus cohésifs , lorsque les poudres deviennent cohésives, ellespeuvent former des arches ou des ratholes
, 2 phénomènes très néfastes pour le flux de poudre et la décharge des trémies.

Figure 1 : Profil de contrainte dans les silos de solides en vrac
La poudre est consolidée dans la partie supérieure en raison de la pression. Mais dans le cône, la contrainte appliquée à la poudre diminue, ce qui signifie que les forces poussant le produit à s'écouler sont minimes : l'archage (la poudre est bloquée dans un état stable) peut ainsi se produire à ce niveau dans la trémie. La conception du silo a pour objectif de trouver le couple angle de cône + diamètre de sortie qui réussira à maintenir une contrainte sur la poudre suffisamment élevée pour briser les arches et faire couler le produit naturellement.
Le diamètre de sortie d'un bac peut être calculé pour éviter à la fois l'archage et le ratholing, maximisant ainsi les chances d'assurer un flux de produit correct. Lors de la conception d'un silo, les paramètres suivants doivent être calculés :
Top 5 les plus populaires
1. Éviter et résoudre les blocages de tuyaux dans la convoyage pneumatique
2. Silos à écoulement massique
3. Conception et calcul de convoyage pneumatique en phase diluée
4. Équipements de mélange de conteneurs intermédiaires
5. Mesurer le degré de mélange
--------------
 --------------
--------------
Top 5 nouveaux
1. Mélange sec continu
2. Vitesse de mélange
3. Optimisation de la capacité du mélangeur
4. Comparaison du mélange par lots / continu
5. Améliorer l'efficacité énergétique de votre processus
Tableau 1 : Paramètres de conception de silo
| Principaux paramètres de conception de silo |
|---|
| Diamètre de décharge (évite l'archage et le ratholing) |
| L'angle de décharge |
| Le volume du silo |
| Le débit de décharge du silo |
1.2 Calcul du diamètre de décharge du silo avec la méthode de Jenicke
Le flux de poudre dans une trémie est lié à 3 propriétés :
- La friction interne de la poudre : facilité avec laquelle les particules de poudre peuvent se déplacer les unes par rapport aux autres
- La friction de la poudre avec les parois du silo : facilité avec laquelle la poudre peut se déplacer sur la surface des parois du silo
- La compressibilité de la poudre : capacité de la poudre à se compacter (ce qui peut potentiellement rendre l'écoulement plus difficile) sous l'effet d'une contrainte de consolidation
La méthode décrite ci-dessous vise à mesurer ces différentes propriétés et permet de déterminer à partir d'elles un design de silo recommandé pour un bon écoulement.
ÉTAPE 1 - Obtenir des informations sur la poudre
Les données suivantes doivent être connues pour calculer le silo : la Fonction d'Écoulement de la Poudre, l'angle de friction paroi, l'angle de friction interne statique
Connaître les caractéristiques du produit à décharger est la 1ère et obligatoire étape pour concevoir correctement un silo. Les caractéristiques de la poudre peuvent être déterminées grâce à un testeur de cisaillement (voir section sur les caractéristiques de la poudre). À partir de ces caractéristiques, un diamètre de décharge critique peut être calculé. Le diamètre de décharge critique est le diamètre en dessous duquel le produit risque de former un pont. Il faut noter que différents diamètres peuvent être calculés en fonction du type de silo à mettre en œuvre
ÉTAPE 2 - Calculer l'angle du silo pour un écoulement en masse
Il est généralement souhaitable d'avoir un écoulement en masse dans les silos ou les silos. Jenicke a tabulé, pour différentes valeurs d'angle de friction paroi et d'angle de friction interne, l'angle maximal du silo pour lequel on peut obtenir un écoulement en masse. Il est d'abord nécessaire de savoir si une forme conique du silo est préférée ou si une forme en coin peut être utilisée. Dans les applications alimentaires, les silos coniques seront préférés, en raison de la facilité de nettoyage. Les formes en coin peuvent être préférées pour maximiser la taille du silo, mais le type de dispositif de déchargement à la base du silo devra également être déterminé (la vanne à étoile est difficile à adapter à un silo en coin par exemple).


Figure 2 : Abaque pour le calcul de l'angle de décharge du silo [1]
Les graphiques peuvent être utilisés de la manière suivante :
Par exemple, la poudre a été déterminée avec un angle de friction paroi de 5 degrés et un angle de friction interne de 30 degrés.
Prendre l'angle de friction paroi de 5 degrés et tracer une ligne droite jusqu'à rencontrer la courbe des 30 degrés. L'abscisse donne un angle minimal de 23 degrés. Prendre une marge de 3 degrés et choisir 20 degrés pour votre silo
ÉTAPE 3 - Calculer le facteur d'écoulement (FF)
Le facteur d'écoulement (FF) peut être calculé à partir d'un abaque présentant l'angle de friction paroi en fonction de l'angle du silo. Le graphique est divisé en différentes zones qui représentent différents facteurs d'écoulement.
Pour les silos coniques 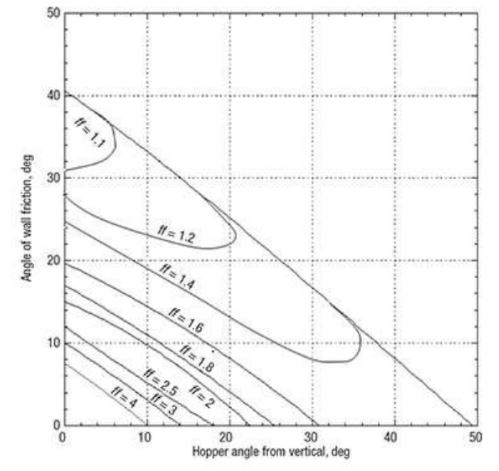 |
Pour les silos en coin 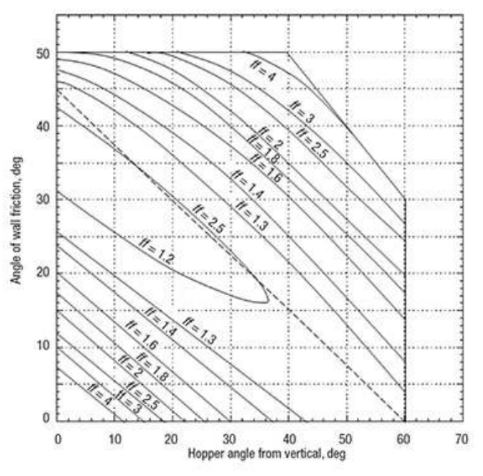 |
Figure 3 : Abaque pour le calcul du facteur d'écoulement [2]
ÉTAPE 4 - Calculer la résistance cohésive critique (fc_crit)
Sur le graphique du facteur d'écoulement, une droite avec la pente 1/FF est tracée. Le point où elle croise la fonction d'écoulement donne la résistance cohésive critique fc_crit.

Figure 4 : Fonction d'Écoulement et Fonctions de Débit Matériel pour calculer la Résistance Appliquée Critique
ÉTAPE 5 - Calculer le paramètre H
Le paramètre H est utilisé dans la formule pour calculer le diamètre de sortie critique pour éviter la formation de ponts. Il est calculé à partir d'un abaque, en connaissant l'angle de décharge du silo calculé à l'étape 2.

Figure 5 : Abaque pour le calcul du paramètre H
Note : la ligne verte correspond aux silos en coin, la ligne rouge aux silos axiaux (coniques)
Comment calculer le diamètre de sortie d'un silo ?
ÉTAPE 6 - Calculer le diamètre de sortie critique
Toutes les données nécessaires sont connues pour calculer le diamètre minimal de sortie pour éviter la formation de ponts :
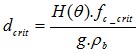
Équation 1 : diamètre de sortie critique pour éviter la formation de ponts [2]
Avec ρb la densité apparente sous une consolidation correspondant à σcrit=fccrit
Note : Pour les grands silos, l'effet de la consolidation dans le temps correspondant au temps estimé que la poudre peut rester dans le silo doit également être déterminé. Cela peut conduire au calcul de deux diamètres critiques et aider à positionner les dispositifs d'aide au déchargement dans le silo.
ÉTAPE 7 - Calculer le diamètre critique de la cavité
Le diamètre critique de la cavité est déterminé à partir de l'équation suivante :
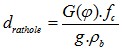
Équation 2 : diamètre de sortie critique pour éviter la formation de cavités [2]
avec fc la résistance cohésive de la poudre à la pression de consolidation calculée
Figure 6 : Abaque pour le calcul du paramètre G
Après avoir calculé les diamètres ci-dessus, il est nécessaire de considérer le plus grand pour éviter à la fois les ponts et les cavités. Si le diamètre calculé est trop grand pour être réalisable, l'ajout de dispositifs d'aide au déchargement au silo sera nécessaire.
1.3 Types de silos
Les types de silos suivants peuvent être conçus
- Silo à écoulement en masse : avec une décharge conique et une sortie circulaire / ou avec une décharge non conique avec une sortie en coin : with a conical discharge and a circular outlet / or with a non conical discharge with a wedged shape outlet
Silo à écoulement en masse : toute la masse de produit se déplacera en même temps. Ce type est à préférer pour se rapprocher d'un FIFO (First In First Out). Ces silos peuvent être sensibles à la formation de ponts.
- Silo à écoulement en entonnoir : avec une sortie circulaire / ou une sortie rectangulaire : with a circular outlet / or rectangular outlet
Silo à écoulement en entonnoir : la décharge du produit au centre du silo sera favorisée, un entonnoir se formera. Ces silos sont sensibles à la formation de ponts ET de cavités
Il est généralement avantageux dans l'industrie de concevoir un silo à écoulement en masse, qui, lorsqu'il est correctement conçu, assurera un écoulement fiable du silo. Il peut également arriver qu'un silo soit destiné à fonctionner comme un silo à écoulement en masse mais se comporte en fait comme un silo à écoulement en entonnoir... Des questions doivent alors être posées pour comprendre pourquoi ce comportement est observé, recalculer les diamètres et l'angle de décharge minimaux peut être un point de départ pour résoudre le problème observé. Les silos à écoulement en entonnoir sont sujets à la formation de cavités. Les cavités peuvent causer de graves problèmes pour les très grands silos au moment où le produit coincé sur les côtés s'effondre : en effet, l'effondrement peut faire tomber une grande quantité de matière, si le silo n'a pas été conçu pour supporter une telle pression, il échouera et sera déformé [4].

Figure 7 : Schémas de décharge des silos
Pour chaque type de ces silos, le diamètre de sortie critique, pour éviter la formation de ponts et de cavités, doit être calculé pour assurer un bon écoulement.
1.4 Dispositifs de déchargement utilisés à la sortie du silo
Les dispositifs de déchargement sont positionnés après un silo pour contrôler la décharge, doser le solide si nécessaire, ou atteindre une autre unité de traitement tout en réduisant la hauteur de l'installation (cas des vis et des alimentateurs vibrants). 4 dispositifs de déchargement sont considérés ici et couvrent la plupart des cas dans l'industrie : les vannes papillon simples, les vannes rotatives pneumatiques ou Vannes rotatives à verrouillage pneumatique, les alimentateurs à vis et les tubes vibrants.
Il est important de dimensionner correctement un tel dispositif, car un dispositif sous-dimensionné peut avoir de mauvaises conséquences sur la manière dont la poudre s'écoulera dans le silo, et peut transformer un silo à écoulement en masse en silo à écoulement en entonnoir. Le dispositif de déchargement doit être conçu pour prélever la poudre sur toute la section de la sortie du silo (ce qui peut conduire à une surdimensionnement par rapport à ce qui est réellement requis pour le processus). Si ce n'est pas le cas, des canaux préférentiels seront créés, ce qui entraînera un comportement en entonnoir du silo.
Les aspects clés à prendre en considération lors de la conception des dispositifs de déchargement sous un silo sont les suivants :
- S'assurer que les pentes des tuyaux sont suffisamment grandes et raides pour assurer un écoulement correct du matériau (pas de zone morte)
- S'assurer que le dispositif de déchargement peut prélever la poudre sur toute la section de la sortie du dispositif
Tableau 2 : Considérations de conception des dispositifs de déchargement
| Dispositif de déchargement | Précautions spécifiques |
|---|---|
| Alimentateur à vis
|
Si positionné sous un silo allongé, utiliser un pas
permettant de prélever de plus en plus de poudre dans le sens du flux [3] (sinon, la vis sera pleine dès le début et la poudre sera prélevée uniquement sur un côté de la sortie du silo) À noter qu'un prélèvement inégal de la poudre par une vis peut même avoir des conséquences structurelles sur des silos très grands |
| Vanne rotative à verrouillage pneumatique | Il est important pour ce type de dispositif de prévoir une courte section de tuyau entre le silo et la vanne (2 diamètres), cela permet de réguler le flux vers la vanne et d'obtenir un meilleur écoulement en masse |
| Vanne papillon | Une vanne papillon constitue l'équipement le plus simple à positionner à la sortie d'un silo Les vannes papillon sont hygiéniques par rapport aux vannes à clapet ou à diaphragme mais, contrairement aux deux premières, les vannes papillon ont l'inconvénient de laisser dans la zone de passage le papillon une fois ouvert. Cela peut être suffisant pour que certains matériaux forment un nouveau pont. Des dispositifs d'aide au déchargement, voire des vannes papillon vibrantes, peuvent être nécessaires pour des poudres très cohésives. |
1.5 Calcul du débit de déchargement
Grosses particules (>400 microns)
2 types d'équations sont généralement trouvées dans la littérature : l'équation de Johanson et l'équation de Beverloo. À noter que ces équations permettront d'estimer le débit mais en aucun cas d'avoir une valeur précise.
L'équation de Beverloo est l'expression la plus directe, bien que différents paramètres « lump » soient utilisés. Il est important de noter que, pour les particules fines, l'équation de Beverloo surestimera le débit de déchargement (en fait, lors du déchargement de particules fines, fluidisation de l'air se produit, ce qui est défavorable au débit de déchargement par rapport aux grosses particules).
Équation de Beverloo
![]()
Équation 3 : équation de Beverloo (débit de déchargement à travers la sortie pour les particules grossières)
W débit de déchargement en kg/sC coefficient de décharge empirique
k coefficient de forme empirique
ρb est la densité apparente en kg/m3
g est l'accélération de la gravité 9,81 ms-2
dp est le diamètre des particules en m
d0 est le diamètre de décharge en m (notez que pour une sortie non circulaire, utilisez le diamètre hydraulique 4*(aire de la section transversale)/(périmètre de la sortie)
C=f(ρb) et se situe dans la plage 0,55<C<0,65
k=f(forme des particules, angle du trémie) et se situe dans la plage 1<k<2 sauf pour le sable où il est de 2,9
Si inconnu, considérez C=0,58 et k=1,6
L'équation de Johanson a la forme suivante :
Équation de Johanson
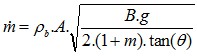
Équation 4 : Équation de Johanson (débit de décharge à travers la sortie pour les particules grossières)
m_décharge débit de décharge en kg/sθ angle du trémie en degrés
ρb densité volumique en kg/m3
g est l'accélération de la gravité 9,81 ms-2
Tableau 3 : Paramètres pour l'équation de Johanson
| Paramètre | Trémie conique | Trémie en forme de coin |
|---|---|---|
| B | D, diamètre de la sortie | W |
| A | Pi*D^2/4 | WL |
| m | 1 | 0 |
Particules fines (<400 microns)
Comme mentionné ci-dessus, l'écoulement des particules fines sera sensible à l'écoulement de l'air revenant du point de décharge et s'opposant à l'écoulement des matériaux. Le débit de décharge peut alors être 100 fois inférieur à ce que prédisent les équations de Beverloo ou de Johanson. Carleton propose une équation pour estimer le débit de décharge des particules fines.
Équation de Carleton
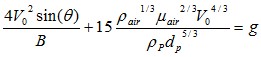
![]()
Équation 5 : Équation de Carleton (débit de décharge à travers la sortie pour les particules fines)
V0 vitesse moyenne des solides en déchargeA,B donnés ci-dessus
ρp densité des particules
2. Aides à la décharge
Un bon design de trémie est la première condition nécessaire pour avoir un bon écoulement du produit lors de la décharge d'une trémie. Cependant, il peut être nécessaire d'avoir des équipements supplémentaires pour promouvoir l'écoulement du matériau. Cela peut être le cas avec des matériaux très difficiles à écouler (pour lesquels le diamètre de sortie critique serait trop grand pour être mis en œuvre), avec des matériaux qui peuvent être transformés pendant leur stockage (caking du sucre) ou si certaines contraintes empêchent de concevoir la meilleure géométrie de trémie possible.
Les aides à la décharge typiques sont décrites dans le tableau suivant
Tableau 4 : Les différents types d'aides à la décharge
| Groupe | Aide à la décharge | Caractéristiques |
|---|---|---|
| Mécanique | Agitateur | L'utilisation d'un agitateur dans la poudre est efficace, bien qu'elle entraîne une certaine complexité mécanique pour les grands silos. La solution est donc préférée pour les petites trémies (par exemple pour les doseurs à perte de poids). La conception mécanique de l'agitateur doit être étudiée en détail afin de supporter les forces nécessaires pour déplacer la poudre. Une telle conception n'est pas non plus préférable pour les applications hygiéniques (risques de corps étrangers, nettoyage de la trémie) |
| Mécanique | Casse-agglomérés | Les casse-agglomérés sont positionnés après une trémie, ils ne favoriseront pas l'écoulement mais plutôt empêcheront les problèmes avec l'alimentateur situé juste après. |
| Mécanique | Cogneurs | Les cogneurs sont généralement alimentés par de l'air comprimé. Ils sont particulièrement utilisés pour finaliser la décharge. Le cogneur frappant une trémie vide aidera la poudre collée aux parois à tomber. La décharge sera plus complète et elle peut réduire l'accumulation d'un lot à l'autre. |
| Pneumatique | Pads fluidisants | Les pads en caoutchouc, directement montés à l'intérieur d'une trémie, utilisent l'injection d'air comprimé pour favoriser l'écoulement. Un jet d'air comprimé à travers le pad aura deux effets : - Vibration du pad fluidisant - Injection d'air Cet élément sera très efficace pour briser les arches, en particulier lorsque les fonds vibrants ne peuvent pas être utilisés (matériau compressible). Cependant, il faut faire attention aux matériaux susceptibles de former des entonnoirs lorsqu'on utilise ces pads d'activation. À noter qu'il existe d'autres systèmes pneumatiques (canons à air) injectant de l'air à haute pression (jusqu'à 10 bar g), de tels éléments ne devraient être utilisés que pendant la décharge pour éviter une consolidation supplémentaire de la poudre |
| Vibration | Fond vibrant | Solution très courante pour favoriser l'écoulement. À ne pas utiliser avec les poudres qui ont un indice de compressibilité élevé Une membrane flexible mais très rigide relie le haut de la trémie et l'extrémité de son cône. Un moteur vibrant (déséquilibré) est attaché à la partie inférieure. Le moteur est démarré/arrêté pendant de courtes intervalles. Afin de transférer correctement la vibration au produit et d'améliorer l'effet du fond vibrant, un « chapeau chinois » est connecté à la partie vibrante L'utilisation de ce chapeau chinois rend le fond vibrant difficile à nettoyer, à garder à l'esprit pour les applications hygiéniques Les fonds vibrants sont souvent utilisés lorsqu'il n'y a pas assez d'espace pour obtenir l'angle de trémie correct. Ils permettent en effet d'avoir une sortie plus plate, car la vibration favorise l'écoulement. |
| Vibrations | Vibrateurs | Les vibrateurs sont des moteurs déséquilibrés montés directement sur la trémie. Ils peuvent être utilisés sur de petites trémies. Sur les grandes, la vibration sera très limitée et aura peu d'effet sur l'écoulement. À noter que certains petits vibrateurs peuvent également être alimentés par de l'air comprimé. Ils seront plus utilisés sur des tuyauteries ou des trémies très petites (quelques litres) |
| Matériau | Traitement du matériau | Modifier les propriétés de la paroi de la trémie par un traitement mécanique ou chimique (polissage, électropolissage...) modifiera l'angle de friction de la paroi et peut conduire à un écoulement facilité |
| Matériau | Agent d'écoulement | Lorsque c'est possible, ajouter une petite quantité d'un agent d'écoulement peut aider à « lubrifier » la poudre et augmenter l'écoulement |
3. Équilibrage de l'air
L'équilibrage de l'air, lors de la décharge d'une trémie, et en particulier lorsque cette décharge est effectuée à des fins de dosage, est souvent négligé. Cependant, un mauvais équilibrage de l'air peut avoir de graves conséquences sur les performances du processus.
Les conséquences typiques d'un mauvais équilibrage de l'air sont : une réduction du débit à la sortie de la trémie ou un mauvais dosage.
L'équilibrage de l'air est défini ici comme la capacité du processus à équilibrer les pressions, c'est-à-dire, pour une trémie se déchargeant dans un mélangeur, à pouvoir admettre de l'air pour éviter le vide dans la trémie en décharge et pouvoir libérer de l'air dans le mélangeur pour éviter la surpression.
Un tel équilibrage de l'air est assuré par le dimensionnement filtres suffisamment grands pour permettre un échange d'air suffisamment important, sans dépasser la pression maximale autorisée. Une possibilité existe pour installer effectivement un tuyau entre le récipient de décharge et le récipient récepteur, assurant une compensation exacte dans les deux trémies. Cependant, un tel système peut ne pas toujours être adapté (raisons hygiéniques, agencement...).

Figure 8 : Effets de pression lors de la décharge de poudre
Filtres doivent être conçus en utilisant la vitesse faciale d'un matériau à filtrer. Différents facteurs de correction doivent être appliqués.
4. Bonnes pratiques de conception de silo
Afin de concevoir correctement un silo, plusieurs considérations doivent être prises en compte, liées au produit à stocker, au matériau dans lequel le silo sera construit et à la sécurité de l'installation.
Tableau 5 : Vérifications de conception de silo
| Aire de conception | Vérifications à effectuer |
|---|---|
| Matériau à manipuler | Effectuer une analyse rhéologique suivant la méthode de Jenike.
Calculer le diamètre de sortie, l'angle du cône et la position des
aides de déchargement si nécessaire Obtenir la densité vrac lâche et tapée Vérifier l'humidité, la sensibilité à l'humidité Obtenir toutes les données ATEX liées au produit (Pmax, Kst, EMI, granulométrie...) |
| Géométrie du silo | Définir le diamètre de sortie, l'angle du cône à partir des propriétés du
poudre Définir la hauteur de la coque en fonction de la capacité à atteindre et densité vrac de la poudre |
| Matériau de construction du silo | À revoir en fonction de l'application. L'aluminium et l'acier
inoxydable sont des matériaux courants, certains silos sont également en
matériaux synthétiques Le matériau doit être déterminé très tôt afin que les tests sur le produit (tests de frottement sur les parois) puissent être effectués avec le matériau de construction |
| Instrumentation | Les instrumentations typiques à inclure sont les sondes de niveau discrètes (sécurité) et continues (évaluation des stocks), les cellules de charge peuvent également être utilisées. La pression dans le silo est également un paramètre important à contrôler pour les silos qui ne se ventilent pas librement vers l'atmosphère. Parfois, des sondes de température sont également nécessaires (produit sensible à la température...) |
| Sécurité | Un contrôle très important à effectuer est de définir les soupapes de
sécurité et les rupteurs de vide. Pour cela, les scénarios générant le plus
gros volume d'air à libérer ou à admettre doivent être déterminés et validés. L'ATEX doit également être pris en compte avec l'utilisation de panneaux explosion... etc... en cas de risque à atténuer |
| Alimentateur | Comme défini ci-dessus, la conception de l'alimentateur doit être é tudée pour atteindre le bon débit de décharge, mais également pour assurer un déchargement sans heurt à partir du silo. |

[1] Dix étapes vers une conception de trémie efficace, Eric Maynard, CEP, novembre 2013