Diseño de tolvas - Flujo de polvo
Método de cálculo para el diseño de tolvas / silos
| ¿No desea diseñar? ¿Desea resolver un problema de descarga en su silo ? Si es así, acceda a nuestro CÓMO: ¿Cómo resolver problemas de flujo? |
Síganos en Twitter ![]()
Pregunta, comentario: Contáctenos en admin@powderprocess.net
| Resumen de la sección |
|---|
| 1. Métodos de cálculo para el diseño de Silos / Tolvas |
| 2. Ayudas para la descarga |
| 3. Balanceo de aire |
| 4. Buenas prácticas en el diseño de silos |
De qué trata esta página
Los procesos de manejo de polvos están compuestos por múltiples operaciones unitarias, algunas complejas, otras aparentemente más simples. La descarga de polvo suele subestimarse; sin embargo, problemas en esta operación, *a priori* sencilla, pueden generar pérdidas significativas.
La descarga de polvo debe ser
- Confable
- Suficientemente rápida
- Controlada

El rendimiento de un proceso industrial se evaluará, entre otros parámetros, según su capacidad para alcanzar una velocidad nominal (expresada en términos de capacidad de procesamiento, tiempo de ciclo o número de lotes / h). Si una tolva que debe suministrar polvo a una tasa dada no lo logra, sea que esté ubicada al inicio, en medio o al final del proceso, la velocidad de toda la instalación se verá afectada.
Esta página le permitirá:
- Diseñar un silo / tolva para garantizar un buen flujo
- Estimar la tasa de descarga de un silo / tolva
- Tomar medidas en caso de problemas de flujo
Tenga en cuenta que la forma en que fluye un polvo depende de sus propiedades. Las propiedades generales de los polvos, incluyendo las propiedades de flujo, se enumeran en esta página: Propiedades de los polvos.
1. Métodos de cálculo para el diseño de silos / tolvas
1.1 Por qué es importante
El polvo tiene una capacidad determinada para deslizarse y caer cuando se almacena en una tolva. Una variable clave que impactará el flujo del producto fuera de un depósito es su resistencia cohesiva.
En un depósito, el polvo está sometido a presión debido a la altura de polvo almacenado; el polvo en la parte superior ejerce presión sobre el polvo en la parte inferior de la tolva. Debido a esta presión, algunos sólidos tienden a ser más cohesivos. Cuando los polvos se vuelven cohesivos, pueden formar arcos o "ratholes" (túneles estables), dos fenómenos muy perjudiciales para el flujo de polvo y la descarga de tolvas.
Sin embargo, debe señalarse que el perfil de tensiones (presión) en un silo lleno de sólidos a granel es muy diferente en comparación con lo que ocurre con líquidos.

Figura 1: Perfil de tensiones en silos de sólidos a granel
El polvo se consolida en la parte superior debido a la presión. Pero en el cono, la tensión aplicada al polvo disminuye, lo que significa que las fuerzas que impulsan el flujo del producto son mínimas: formación de arcos (el polvo queda bloqueado en un estado estable) y, por lo tanto, puede ocurrir a este nivel en la tolva. El diseño del silo tiene como objetivo encontrar la combinación de ángulo del cono + diámetro de salida que logre mantener una tensión sobre el polvo lo suficientemente alta como para romper los arcos y permitir que el producto fluya de manera natural.
El diámetro de la salida de un depósito puede calcularse para evitar tanto la formación de arcos como túneles estables ("ratholing"), maximizando así las probabilidades de garantizar un flujo adecuado del producto. Al diseñar un silo, deben calcularse los siguientes parámetros:
Top 5 Más Populares
1. Evitar y resolver obstrucciones en tuberías de transporte neumático
2. Silos de flujo masivo
3. Diseño y cálculo de transporte neumático en fase diluida
4. Equipos de mezcla en contenedores IBC
5. Medición del grado de mezcla
--------------
 --------------
--------------
Top 5 Nuevos
1. Mezcla continua en seco
2. Velocidad de mezcla
3. Optimización de la capacidad del mezclador
4. Comparación entre mezcla por lote / continua
5. Mejore la eficiencia energética de su proceso
Tabla 1: Parámetros de diseño de silos
| Parámetros clave en el diseño de silos |
|---|
| Diámetro de descarga (evita formación de arcos y túneles estables) |
| El ángulo de descarga |
| El volumen del silo |
| La tasa de descarga del silo |
1.2 Cálculo del diámetro de descarga del silo con el método de Jenike
El flujo de polvo en una tolva está relacionado con 3 propiedades:
- La fricción interna del polvo: qué tan fácilmente las partículas de polvo pueden moverse entre sí
- La fricción del polvo con la pared del tolvín: qué tan fácilmente el polvo puede moverse sobre la superficie de las paredes del silo
- La compresibilidad del polvo: cómo el polvo se compacta (lo que potencialmente dificulta el flujo) debido a un esfuerzo de consolidación
El método descrito a continuación tiene como objetivo medir estas diferentes propiedades y permite determinar, a partir de ellas, un diseño recomendado de tolvín para un buen flujo.
PASO 1 - Obtener información sobre el polvo
Los siguientes datos deben conocerse para calcular el silo: la Función de Flujo del Polvo, el ángulo de fricción con la pared y el ángulo estático de fricción interna
Conocer las características del producto a descargar es el primer paso y obligatorio para diseñar correctamente un tolvín. Las características del polvo pueden determinarse mediante un probador de corte (ver sección sobre características del polvo). A partir de estas características, puede calcularse un diámetro crítico de descarga. El diámetro crítico de descarga es aquel por debajo del cual el producto tenderá a formar arcos. Debe tenerse en cuenta que pueden calcularse diferentes diámetros según el tipo de silo a implementar
PASO 2 - Calcular el ángulo del tolvín para flujo másico
Generalmente es deseable tener un flujo másico en silos o tolvines. Jenike ha tabulado, para diferentes ángulos de fricción con la pared y ángulos de fricción interna, el ángulo máximo del tolvín para el cual se puede obtener un flujo másico. Primero es necesario saber si se prefiere una forma cónica de tolvín o si puede utilizarse un tolvín en forma de cuña. En aplicaciones alimentarias, se preferirán tolvines cónicos debido a la facilidad de limpieza. Los tolvines en forma de cuña pueden preferirse para maximizar el tamaño del tolvín, pero también deberá determinarse el tipo de alimentador de polvo en la base del silo (por ejemplo, una válvula de estrella es difícil de adaptar a un tolvín en forma de cuña).


Figura 2: Ábaco para el cálculo del ángulo de descarga del tolvín [1]
Los gráficos pueden utilizarse de la siguiente manera:
Por ejemplo, se ha determinado que el polvo tiene un ángulo de fricción con la pared de 5 grados y un ángulo de fricción interna de 30 grados.
Tomar 5 grados de ángulo de fricción con la pared y trazar una línea recta hasta encontrar la curva de 30 grados. La abscisa indica un ángulo mínimo de 23 grados. Tomar un margen de 3 grados y seleccionar 20 grados para el tolvín
PASO 3 - Calcular el factor de flujo (FF)
El factor de flujo (FF) puede calcularse a partir de un ábaco que presenta el ángulo de fricción con la pared en función del ángulo del tolvín. El gráfico está dividido en diferentes áreas que representan distintos factores de flujo.
Para tolvines de forma cónica 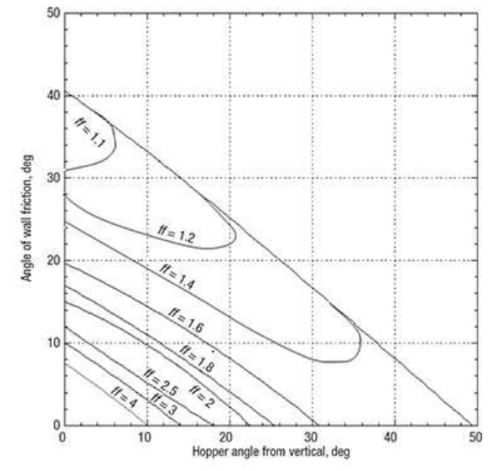 |
Para tolvines de forma de cuña 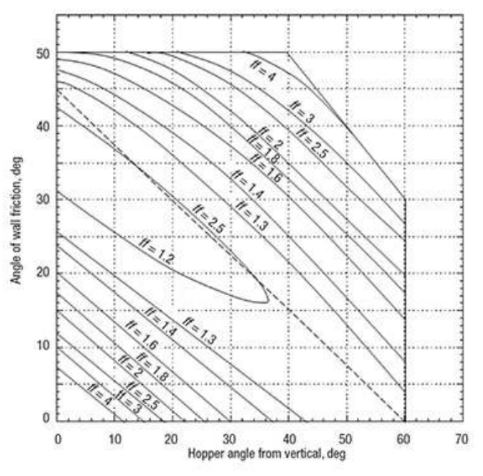 |
Figura 3: Ábaco para el cálculo del factor de flujo [2]
PASO 4 - Calcular la resistencia cohesiva crítica (fc_crit)
En el gráfico del factor de flujo, se traza una línea recta con pendiente 1/FF. El punto donde cruza la función de flujo dará la resistencia cohesiva crítica fc_crit.

Figura 4: Función de Flujo y Funciones de Flujo del Material para calcular el Esfuerzo Aplicado Crítico
PASO 5 - Calcular el parámetro H
El parámetro H se utiliza en la fórmula para calcular el diámetro crítico de salida y evitar la formación de arcos. Se calcula a partir de un ábaco, conociendo el ángulo de descarga del tolvín calculado en el paso 2.

Figura 5: Ábaco para el cálculo del parámetro H
Nota: la línea verde corresponde a tolvines en forma de cuña, y la línea roja a tolvines axisimétricos (cono)
¿Cómo calcular el diámetro de salida de un silo?
PASO 6 - Calcular el diámetro crítico de salida
Todos los datos necesarios son conocidos para calcular el diámetro mínimo de salida y evitar la formación de arcos:
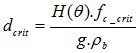
Ecuación 1 : diámetro crítico de salida para evitar la formación de arcos [2]
Con ρb la densidad aparente bajo una consolidación correspondiente a σcrit= fccrit
Nota: Para silos grandes, debe determinarse también el efecto de la consolidación temporal correspondiente al tiempo máximo estimado que el polvo puede permanecer en el silo. Esto puede llevar al cálculo de 2 diámetros críticos y ayudar a posicionar ayudas de descarga en el tolvín/silo.
PASO 7 - Calcular el diámetro del "rathole" (túnel de flujo preferencial)
El diámetro crítico del "rathole" se determina a partir de la siguiente ecuación:
Ecuación 2 : diámetro crítico de salida para evitar "ratholing" [2]
con fc la resistencia cohesiva del polvo a la presión de consolidación calculada
Figura 6: Ábaco para el cálculo del parámetro G
Tras calcular los diámetros anteriores, es necesario considerar el mayor de ellos para evitar tanto arcos como "ratholes". Si el diámetro calculado es demasiado grande para ser factible, será necesaria la adición de ayudas de descarga en el silo.
1.3 Tipos de silos
Los siguientes tipos de silos pueden diseñarse:
- Silo de flujo másico : con descarga cónica y salida circular / o con descarga no cónica y salida en forma de cuña
Silo de flujo másico: toda la masa del producto se moverá al mismo tiempo. Este tipo es preferible para acercarse a un sistema FIFO (Primero en Entrar, Primero en Salir). Estos silos pueden ser sensibles a la formación de arcos.
- Silo de flujo en embudo : con salida circular / o rectangular
Silo de flujo en embudo: se promoverá la descarga del producto en el centro del silo, formando un embudo. Estos silos son sensibles a la formación de arcos Y "ratholes" (túneles de flujo preferencial)
En general, es ventajoso en la industria diseñar un silo de flujo másico, que, cuando está correctamente diseñado, garantizará un flujo confiable desde el silo. También puede ocurrir que un silo esté destinado a funcionar como un silo de flujo másico, pero en realidad se comporte como un silo de flujo en embudo... En ese caso, deben plantearse preguntas para entender por qué se experimenta este comportamiento. Recalcular los diámetros mínimos y el ángulo de descarga puede ser un punto de partida para solucionar el comportamiento observado. Los silos de flujo en embudo están sujetos a "ratholes". Los "ratholes" pueden causar problemas graves en silos muy grandes cuando el producto adherido a los lados colapsa: de hecho, el colapso puede hacer que caiga una gran cantidad de material; si el silo no ha sido diseñado para soportar tal presión, fallará y se deformará [4].

Figura 7: Patrones de descarga de silos
Para cada uno de estos tipos de silos, el diámetro crítico de salida, para evitar la formación de arcos y "ratholes", debe calcularse a fin de garantizar un buen flujo.
1.4 Alimentadores utilizados en la descarga de tolvines
Los alimentadores se posicionan después de un tolvín para controlar la descarga, dosificar el sólido si es necesario, o alcanzar otra operación unitaria mientras se reduce la altura de la instalación (caso de alimentadores de tornillo y vibratorios). Se consideran aquí 4 alimentadores que cubren la mayoría de los casos en la industria: válvulas mariposa simples, válvulas rotativas neumáticas o Válvulas rotativas de bloqueo de aire, alimentadores de tornillo y tubos vibratorios.
Es importante dimensionar correctamente dicho alimentador, ya que un alimentador subdimensionado puede tener consecuencias negativas en la forma en que el polvo fluirá en el tolvín, y puede convertir un silo de flujo másico en uno de flujo en embudo. El alimentador debe diseñarse para extraer el sólido en toda la sección de salida del tolvín (lo que puede llevar a un sobredimensionamiento en comparación con lo que realmente requiere el proceso). Si no es así, se crearán canales preferenciales, lo que hará que el tolvín tenga un comportamiento de embudo.
Los aspectos clave a considerar al diseñar alimentadores debajo de un tolvín son los siguientes:
- Asegurarse de que las pendientes de las tuberías sean lo suficientemente grandes y empinadas para garantizar un flujo adecuado del material (sin zonas muertas)
- Asegurarse de que el alimentador pueda tomar el polvo en toda la sección de la salida del alimentador
Tabla 2: Consideraciones de diseño de alimentadores
| Alimentador | Precauciones específicas |
|---|---|
| Alimentador de tornillo |
Si se posiciona debajo de un tolvín alargado, utilizar un paso que permita tomar cada vez más polvo en la dirección del flujo [3] (de lo contrario, el tornillo se llenará desde el principio y el polvo se extraerá solo de un lado de la salida del tolvín) Cabe señalar que una extracción desigual de polvo con un tornillo puede tener incluso consecuencias estructurales en silos muy grandes |
| Válvula rotativa de bloqueo de aire | Es importante, para este tipo de alimentador, prever una sección corta de tubería entre el tolvín y la válvula (2 diámetros), lo que permite regular el flujo hacia la válvula y obtener un mejor flujo másico |
| Válvula mariposa | Una válvula mariposa constituye el equipo más simple para posicionar en la salida de un silo Las válvulas mariposa son higiénicas en comparación con las válvulas de compuerta o de diafragma, pero, a diferencia de estas últimas, las válvulas mariposa tienen la desventaja de dejar en el área de paso el obturador una vez abierta. Esto puede ser suficiente para que algunos materiales formen un nuevo puente. Incluso pueden ser necesarias ayudas de descarga, como válvulas mariposa vibratorias, para polvos muy cohesivos. |
1.5 Cálculo de la tasa de descarga
Partículas gruesas (>400 micras)
En la literatura suelen encontrarse 2 tipos de ecuaciones: la ecuación de Johanson y la ecuación de Beverloo. Cabe señalar que estas ecuaciones permitirán estimar el flujo, pero en ningún caso obtener un valor preciso.
La ecuación de Beverloo es la expresión más directa, aunque se utilizan diferentes parámetros de "agrupación". Es importante señalar que, para partículas finas, la ecuación de Beverloo sobreestimará la tasa de descarga (de hecho, al descargar partículas finas, la fluidización por aire ocurre, lo que es perjudicial para la tasa de descarga en comparación con las partículas grandes).
Ecuación de Beverloo
![]()
Ecuación 3 : Ecuación de Beverloo (tasa de descarga a través de la salida para partículas gruesas)
W: tasa de descarga en kg/sC: coeficiente empírico de descarga
k: coeficiente empírico de forma
ρb es la densidad aparente en kg/m³
g: aceleración de la gravedad, 9.81 m·s⁻²
dp: diámetro de partícula en m
d0 es el diámetro de descarga en m (nota: para salidas no circulares, usar el diámetro hidráulico: 4*(área de sección transversal)/(perímetro de la salida)
C=f(ρb) y está en el rango 0.55<C<0.65
k=f(forma de partícula, ángulo del tolva) y está en el rango 1<k<2, excepto para arena, donde es 2.9
Si se desconoce, considerar C=0.58 y k=1.6
La ecuación de Johanson tiene la siguiente forma:
Ecuación de Johanson
Ecuación 4: Ecuación de Johanson (tasa de descarga a través de la salida para partículas gruesas)
m_descarga: tasa de descarga en kg/sθ: ángulo de la tolva en grados
ρb densidad aparente en kg/m³
g: aceleración de la gravedad, 9.81 m/s²
Tabla 3: Parámetros para la ecuación de Johanson
| Parámetro | Tolva cónica | Tolva en cuña |
|---|---|---|
| B | D (diámetro de la salida) | W |
| A | π*D²/4 | W*L |
| m | 1 | 0 |
Partículas finas (<400 micras)
Como se mencionó anteriormente, el flujo de partículas finas será sensible al flujo de aire que retorna desde el punto de descarga y se opone al flujo del material. La tasa de descarga puede ser hasta 100 veces menor que lo predicho por las ecuaciones de Beverloo o Johanson. Carleton propone una ecuación para estimar la tasa de descarga de partículas finas.
Ecuación de Carleton
![]()
Ecuación 5: Ecuación de Carleton (tasa de descarga a través de la salida para partículas finas)
V0 velocidad promedio de descarga de sólidosA, B (dados anteriormente)
ρp densidad de partícula
2. Auxiliares de descarga
Un buen diseño de tolva es la **primera condición necesaria** para garantizar un flujo adecuado del producto durante la descarga. Sin embargo, puede ser necesario contar con **equipos adicionales** para favorecer el flujo del material. Esto puede ocurrir con materiales de muy mala fluidez (para los cuales el diámetro crítico de salida sería demasiado grande para su implementación), con materiales que pueden transformarse durante su almacenamiento (apelmazamiento de azúcar) o si restricciones impidieron diseñar la geometría óptima de la tolva.
Los auxiliares de descarga típicos se describen en la siguiente tabla:
Tabla 4: Tipos de auxiliares de descarga
| Grupo | Auxiliar de descarga | Características |
|---|---|---|
| Mecánico | Agitador | El uso de un agitador en polvo es eficiente, aunque implica cierta complejidad mecánica en silos grandes. Por ello, esta solución se prefiere para tolvas pequeñas (ej.: alimentadores por pérdida de peso). El diseño mecánico del agitador debe estudiarse en detalle para soportar las fuerzas necesarias para mover el polvo. Además, no es recomendable para aplicaciones higiénicas (riesgo de cuerpos extraños, limpieza de la tolva). |
| Mecánico | Desaglomeradores | Los desaglomeradores se ubican **después de la tolva**; no promueven el flujo, sino que evitan problemas en el alimentador ubicado inmediatamente a continuación. |
| Mecánico | Martillos neumáticos | Los martillos neumáticos suelen accionarse con aire comprimido. Se utilizan especialmente para **finalizar la descarga**. Al golpear una tolva vacía, ayudan a desprender el polvo adherido a las paredes, logrando una descarga más completa y reduciendo la acumulación entre **lotes**. |
| Neumático | Coines de fluidización | Placas de goma montadas directamente en el interior de la tolva utilizan inyección de aire comprimido para promover el flujo. Un pulso de aire comprimido a través de la placa tiene 2 efectos: - Vibración de la placa de fluidización - Inyección de aire Estos dispositivos son muy eficaces para romper arcos, especialmente cuando no se pueden usar fondos vibrantes (materiales compresibles). Sin embargo, se debe prestar atención a materiales propensos a la formación de **túneles** al usar estas placas de activación. Existen otros sistemas neumáticos (cañones de aire) que inyectan aire a alta presión (hasta 10 bar g); estos solo deben usarse **durante la descarga** para evitar una mayor consolidación del polvo. |
| Vibración | Fondo vibrante | Solución muy común para promover el flujo. **No debe usarse** con polvos de alto índice de compresibilidad. Una membrana flexible, aunque rígida, conecta la parte superior de la tolva con el extremo del cono. Un motor vibrante (desequilibrado) está acoplado a la parte inferior. El motor se enciende/apaga en intervalos cortos. Para transferir adecuadamente la vibración al producto y mejorar el efecto, un "sombrero chino" se conecta a la parte vibrante. El uso de este sombrero chino dificulta la limpieza del fondo vibrante, aspecto a considerar en aplicaciones higiénicas. Los fondos vibrantes suelen usarse cuando no hay suficiente espacio para lograr el ángulo óptimo de la tolva, ya que la vibración permite una salida más plana al favorecer el flujo. |
| Vibración | Vibradores | Los vibradores son motores desequilibrados montados directamente en la tolva. Pueden usarse en tolvas pequeñas. En tolvas grandes, la vibración será muy limitada y tendrá poco efecto en el flujo. Algunos vibradores pequeños también pueden accionarse con aire comprimido y se usan más en tuberías o tolvas muy pequeñas (pocos litros). |
| Material | Tratamiento del material | Modificar las propiedades de la pared de la tolva mediante tratamientos mecánicos o químicos (pulido, electropulido, etc.) cambiará el ángulo de fricción de la pared y puede facilitar el flujo. |
| Material | Agente de fluidez | Cuando sea posible, añadir una pequeña cantidad de agente de fluidez puede "lubricar" el polvo y mejorar su flujo. |
3. Balance de aire
El **balance de aire** al descargar una tolva —especialmente cuando esta descarga se realiza con fines de dosificación— suele pasarse por alto. Sin embargo, un **mal balance de aire** puede tener consecuencias graves en el rendimiento del proceso.
Consecuencias típicas de un mal balance de aire son: **reducción del flujo en la salida de la tolva** o una **dosificación incorrecta**.
El balance de aire se define aquí como la capacidad del proceso para **equilibrar presiones**; es decir, para una tolva que descarga a un mezclador, poder admitir aire para evitar vacío en la tolva de descarga y liberar aire en el mezclador para evitar sobrepresión.
Este equilibrio se garantiza mediante el dimensionamiento de filtros suficientemente grandes para permitir un intercambio de aire adecuado, sin superar la presión máxima autorizada. Una posibilidad es instalar una tubería entre el recipiente de descarga y el recipiente receptor, asegurando una compensación exacta en ambos. Sin embargo, este sistema puede no ser siempre viable (razones higiénicas, distribución de la **planta**, etc.).

Figura 8: Efectos de presión durante la descarga de polvo
Los filtros deben diseñarse usando la **velocidad frontal** del material a filtrar. Deben aplicarse distintos factores de corrección.
4. Principios de diseño de silos
Para diseñar correctamente un silo, deben considerarse varios aspectos relacionados con el **producto a almacenar**, el **material de construcción** y la **seguridad de la instalación**.
Tabla 5: Verificaciones en el diseño de silos
| Área de diseño | Verificación a realizar |
|---|---|
| Material a manipular | Realizar un análisis reológico siguiendo el método de Jenike. Calcular el diámetro de salida, ángulo del cono y posición de dispositivos de ayuda a la descarga si fuera necesario Obtener la densidad aparente suelta y compactada Verificar humedad y sensibilidad a la humedad Obtener todos los datos ATEX relacionados con el producto (Pmax, Kst, EMI, granulometría, etc.) |
| Geometría del silo | Definir el diámetro de salida y el ángulo del cono en función de las propiedades del polvo Definir la altura del cuerpo cilíndrico según la capacidad requerida y la densidad aparente suelta del polvo |
| Material de construcción del silo | Debe revisarse según la aplicación. El aluminio y el acero inoxidable son materiales comunes; algunos silos también se fabrican en materiales sintéticos El material debe determinarse en etapas tempranas para que las pruebas sobre el producto (ensayos de fricción contra pared) puedan realizarse con el material de construcción seleccionado |
| Instrumentación | La instrumentación típica incluye sondas de nivel discretas (seguridad) y continuas (evaluación de stock); también pueden usarse celdas de carga. La presión en el silo es otro parámetro importante a controlar en silos que no ventilan libremente a la atmósfera. En algunos casos, también se requieren sondas de temperatura (producto sensible a la temperatura, etc.) |
| Seguridad | Una verificación crítica consiste en definir válvulas de seguridad contra sobrepresión y roturas de vacío. Para ello, deben determinarse y validarse los escenarios que generen el mayor volumen de aire a liberar o admitir También debe considerarse ATEX mediante el uso de paneles de explosión, etc., en caso de riesgos que deban mitigarse |
| Alimentador | Como se ha definido anteriormente, el diseño del alimentador debe estudiarse para alcanzar la tasa de descarga adecuada, así como garantizar una descarga fluida desde el silo |

[1] Diez pasos para un diseño efectivo de tolvas, Eric Maynard, CEP, noviembre 2013