Hopper design - Flow of powder
Hopper / Silos design calculation method
| Don't want to design ? Do you
want to solve a discharge problem in your silo ? If yes, access our HOW TO : How to solve flow problems ? |
Follow us on Twitter ![]()
Question, remark ? Contact us at admin@powderprocess.net
| Section summary |
|---|
| 1. Silo / Hopper Design Calculation Methods |
| 2. Discharging aids |
| 3. Air balancing |
| 4. Good practices Silo Design |
What this page is about
Powder handling processes are made of many unit operations, some complex, some that can seem easier. Discharging powder is often overlooked, however, issues in this a priori simple operation can lead to huge losses.
Discharging powder must be
- Reliable
- Fast enough
- Controlled

The performance of an industrial process will be judged, among other parameters, according to its capacity to reach a nominal speed (expressed in terms of throughput, cycle time or number of batches / h). If a hopper which is supposed to deliver powder at a given rate cannot do it, be it placed at the beginning, middle, or end of the process, the whole installation "speed" will be affected.
This page will allow you to :
- Design a silo / hopper in order to ensure a good flow
- Estimate the discharge rate of a silo / hopper
- Take action in case of flow problems
Note that the way a powder is flowing is depending on its properties. General powder properties, including flow properties, are listed in this page : Powder Properties.
1. Silo / Hopper Design Calculation methods
1.1 Why it is important
Powder has a given ability to slide and fall when it is stored in a hopper. A key variable that will have an impact on the flow of product outside of a bin is its cohesive strength.
In a bin, the powder is submitted to pressure, due to the fact that there is a height of powder in the bin, the powder on top pushing on the powder below the hopper. Due to the pressure, some solids tend to be more cohesive, when powders become cohesive, they can form archs or rathole, 2 phenomena very detrimental to the flow of powder and the discharge of hoppers.
However, it must be noted that the stress (pressure) in a silo filled with bulk solids has a very different profile compared to what happens with liquid.

Figure 1 : Stress profile in bulk solids silos
The powder is consolidated in the top part due to pressure. But in the cone, the stress applied to the powder decreases which means that the forces pushing the product to flow are minimal : arching (powder is blocked in a stable state) can thus happen at this level in the hopper. The design of the silo has as an objective to find the couple cone angle + diameter of outlet that will manage to keep a constraint on the powder high enough to break arches and make the product flow naturally.
The diameter of the outlet of a bin can be calculated in order to avoid both arching and ratholing, thus maximizing the chances to ensure a proper flow of product. When designing a silo, the following parameters must be calculated :
Top
5 Most Popular
1. Avoid and solve
pipe blockages in pneumatic conveying
2. Mass flow silos
3.
Dilute phase pneumatic conveying design and calculation
4. IBC bin mixing
equipments
5. Measuring degree of mixing
--------------
 --------------
--------------
Top 5 New
1. Continuous Dry Mixing
2. Mixing speed
3. Mixer capacity
optimization
4. Batch /
continuous mixing comparison
5. Improve energy efficiency
of your process
Table 1 : Silo design parameters
| Key silo design parameters |
|---|
| Discharge diameter (avoids arching and ratholing) |
| The discharge angle |
| The volume of the silo |
| The discharge rate from the silo |
1.2 Calculating the silo discharge diameter with the method of Jenicke
The flow of powder in a hopper is linked to 3 properties :
- The powder internal friction : how easy the powder particle can move from each other
- The powder friction with the wall of the hopper : how easy the powder can move on the surface of the bin's walls
- The powder compressibility : how the powder is compacting (which makes potentially the flow more difficult) due to a consolidating stress
The method described below aims at measuring those different properties and allows to determined from them a recommended hopper design for a good flow.
STEP 1 - Get information on the powder
The following data must be known in order to calculate the silo : The Powder Flow Function, the wall friction angle, the static angle of internal friction
Knowing the characteristics of the product to discharge is the 1st and mandatory step to properly design a hopper. The powder characteristics can be determined thanks to a shear tester (see section on powder characteristics). From these characteristics, a critical discharge diameter can be calculated. The critical discharge diameter is the diameter under which the product will risk to arch. It must be noted that different diameters can be calculated depending on the type of bin to be implemented
STEP 2 - Calculate the hopper angle for mass flow
It is usually desirable to have a mass flow happening in silos or hoppers. Jenicke has tabulated, for different wall friction angle and internal friction angle the maximum hopper angle for which we can get a mass flow. It is 1st necessary to know if a conical hopper shape is preferred or a wedge-shaped hopper can be used. In food application, conical hoppers will be preferred, because of the easiness of cleaning. Wedge-shaped can be preferred in order to maximize the hopper size but the type of powder feeder at the base of the silo will have also to be determined (star valve difficult to fit to a wedge-shaped hopper for example).


Figure 2 : Abascus for discharge hopper angle calculation [1]
Graphs can be used the following way :
For example, the powder has been determined to have a wall
friction angle of 5 degrees and has been determined to have an angle
of internal friction of 30 degree.
Take 5 degrees wall friction angle and draw a straight line until
meeting the 30 degrees curve. The abscisse is giving you a minimal
angle of 23 degrees. Take 3 degrees margin and select 20 degrees for
you hopper
STEP 3 - Calculate the flow factor (FF)
The flow factor (FF) can be calculated from an abacus presenting the wall friction angle as a function of the hopper angle. The graph is divided in different areas that represent different flow factor.
For cone shaped hopper 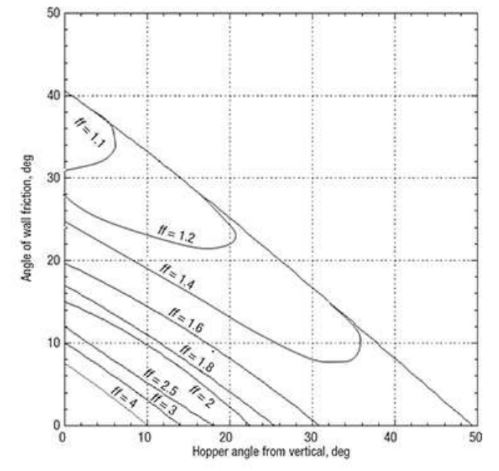 |
For wedge shaped hopper 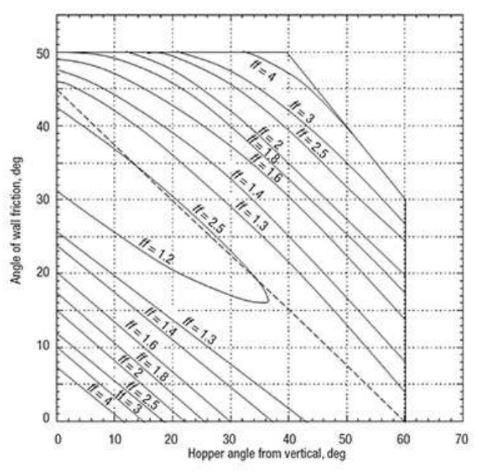 |
Figure 3 : Abascus for flow factor calculation [2]
STEP 4 - Calculate the critical cohesive strength (fc_crit)
On the flow factor graph, a straight line with the slope 1/FF is drawn. The point where it crosses the flow function will give the critical cohesive strength fc_crit.

Figure 4 : Flow Function and Material Flow Functions to calculate Critical Applied Stress
STEP 5 - Calculate the parameter H
The H parameter is used in the formula to calculate the critical outlet diameter to prevent arching. It is calculated from an abascus, knowing the hopper discharge angle calculated in step 2.

Figure 5 : Abascus for H parameter calculation
Note : the green line corresponds to wedge shaped hoppers, the red line to axi-symetric hoppers (cone)
How to calculate the outlet diameter of a silo ?
STEP 6 - Calculate the critical outlet diameter
All necessary data are known to calculate the minimal outlet
diameter to avoid arching :
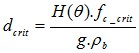
Equation 1 : critical outlet diameter to avoid arching [2]
With ρb the bulk density under a consolidation corresponding to σcrit=fccrit
Note : For large silos, the effect of time consolidation corresponding to the estimated maximum time powder can stay in the silo must be determined also. This can lead to the calculation of 2 critical diameters and help to position discharging aids in the hopper / silo.
STEP 7 - Calculate the rathole diameter
The critical rathole diameter is determined from the following
equation :
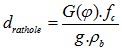
Equation 2 : critical outlet diameter to avoid ratholing [2]
with fc the cohesive strength of the powder at the calculated consolidation pressure
Figure 6 : Abascus for G parameter calculation
After calculating the diameters above, it is necessary to consider the larger one in order to avoid both arches and ratholes. If the diameter calculated is too large to be feasible, then the addition of discharging aids to the silo will be necessary.
1.3 Types of bins
The following types of bins can be designed
- Mass Flow bin : with a conical discharge and a circular outlet / or with a non conical discharge with a wedged shape outlet
Mass Flow bin : all the mass of product will move at the same time. This type is to be preferred to get close to a FIFO (First In First Out). These bins can be sensitive to arching.
- Funnel Flow bin : with a circular outlet / or rectangular outlet
Funnel Flow bin : the discharge of the product at the center of the bin will be promoted, a funnel will be created. These bins are sensitive to arching AND ratholing
It is generally advantageous in the industry to design a mass flow bin, which, when designed properly will ensure a reliable flow out of the silo. What can happen also is that a bin is intended to perform as a mass flow bin but actually behaves as a funnel flow bin... Questions must then be raised to understand why this behavior is experienced, Re-calculating the minimum diameters and angle of discharge can be a starting point to troubleshoot the behavior observed. Funnel flow bins are subject to ratholes. Ratholes can cause severe problems for very large silos at the moment the product stuck on the side is collapsing : indeed, the collapse can make a large amount of material fall, if the silo has not been designed to handle such pressure, it will fail and be deformed [4].
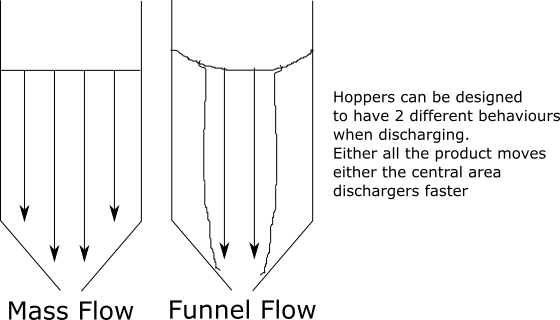
Figure 7 : Bin discharge patterns
For each of these bins type, the critical outlet diameter, to avoid arching and ratholing, should be calculated in order to ensure a good flow.
1.4 Feeders used at discharge of hopper
Feeders are positioned after a hopper to control the discharge, dose the solid if necessary, or reach another unit operation while reducing the height of the installation (case of screw and vibrating feeders). 4 feeders are considered here and cover most of the cases in the industry : simple butterfly valves, pneumatic rotary valves or Airlock rotary Valves, screw feeders and vibrating tubes.
It is important to size properly such feeder, since an undersized feeder can have bad consequences on the way the powder will flow in the hopper, and can turn a mass flow bin into a funnel flow bin. The feeder must be designed to draw out the solid on the entire section of the hopper (which can lead to some overdesign compared to what is actually required for the process). If it is not the case, some preferred channel will be created, which will cause the hopper to have a funnel behavior.
The key aspects to take into consideration when designing feeders below a hopper are the following :
- Make sure the pipe slopes are large and steep enough to ensure a proper flow of material (no dead zone)
- Make sure the feeder can take the powder in the whole section of the feeder outlet
Table 2 : Feeder design considerations
| Feeder | Specific precautions |
|---|---|
| Screw
feeder |
If positioned below an elongated hopper, use a pitch
allowing to take more and more powder on the direction of the
flow [3] (otherwise, the screw will be full from the beginning
and powder will be taken out only on one side of the hopper
outlet) To be noted that an uneven powder withdrawal from a screw can even have some structural consequences on very large silos |
| Airlock rotary Valve | It is important for this kind of feeder to foresee a short section of pipe between the hopper and the valve (2 diameter), it allows to regulate the flow to the valve and get a better mass flow |
| Butterfly valve | A butterfly valve constitutes the simplest equipment to be
positioned at the outlet of a silo Butterfly valves are hygienic compared to gate or diaphragm valves but, contrary to the 2 former, butterfly valves have the disadvantage to leave in the passing area the butterfly once open. It can be enough for some material to form a new bridge. Discharging aids even vibrating butterfly valves can be necessary for very cohesive powders. |
1.5 Calculation of the discharge rate
Coarse particles (>400 microns)
2 types of equations are usually found in the literature : the Johanson equation and the Berverloo equation. To be noted that these equations will allow to estimate the flow but in no case to have an accurate value.
Beverloo equation is the most direct expression, although different "lump" parameters are used. It is important to note that, for fine particles, the Beverloo equation will overestimate the discharge rate (actually, when discharging fine particles, air fluidization happen which is detrimental to the discharge rate compared to large particles).
Beverloo Equation
![]()
Equation 3 : Beverloo equation (discharge rate through outlet for coarse particles)
W discharge rate in kg/sC empirical discharge coefficient
k empirical shape coefficient
ρb is the bulk density in kg/m3
g is the acceleration of gravity 9.81 ms-2
dp is the particle diameter in m
d0 is the discharge diameter in m (note for no circular outlet, use hydraulic diameter 4*(cross sectional area)/(outlet perimeter)
C=f(ρb) and is in the range 0.55<C<0.65
k=f(particle shape, hopper angle) and is in the range 1<k<2
except for sand where it is 2.9
If unknown, consider C=0.58 and k=1.6
The Johanson equation has the following form :
Johanson Equation
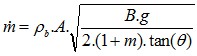
Equation 4 : Johanson equation (discharge rate through outlet for coarse particles)
m_discharge discharge rate in kg/sθ angle of hopper deg
ρb bulk density in kg/m3
g is the acceleration of gravity 9.81 ms-2
Table 3 : Parameters for Johanson equation
| Parameter | Conical hopper | Wedge hopper |
|---|---|---|
| B | D, diameter of outlet | W |
| A | Pi*D^2/4 | WL |
| m | 1 | 0 |
Fine particles (<400 microns)
As mentionned above, the flow of fine particles will be sensitive to the flow of air returning from the discharge point and opposing the flow of materials. The discharge rate can then be 100 times less than what is predicted by Beverloo or Johanson equations. Carleton proposes an equation to estimate the discharge rate of fine particles.
Carleton Equation
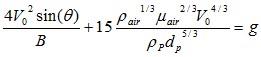
![]()
Equation 5 : Carleton equation (discharge rate through outlet for fine particles)
V0 average velocity of solids dichargingA,B given above
ρp particle density
2. Discharging aids
A good hopper design is the 1st necessary conditions to have a good flow of product when discharging a hopper. However, it may be necessary to have additional equipments to promote the flow of material. This can be the case with very bad flowing materials (for which the critical outlet diameter would be too large for being implemented), with materials who can be transformed during their storage (sugar caking) or if some constraints prevented to design the best possible hopper geometry
The typical discharging aids are described in the following table
Table 4 : The different types of discharging aids
| Group | Discharging aid | Characteristics |
|---|---|---|
| Mechanical | Agitator | Using an agitator in powder is efficient although it leads
to a certain mechanical complexity for large silos. The
solution is therefore preferred for small hopper (for Loss In
Weight Feeder for example). The mechanical design of the agitator must be studied in detail in order to sustain the forces required to move the powder. Such design is also not preferrable for hygienic applications (risks or Foreign Body, hopper cleaning) |
| Mechanical | Lump breakers | Lump breakers are positionned after a hopper, they will not promote flow but rather prevent issues with the feeder located right after. |
| Mechanical | Knockers | Knockers are usually powered by compressed air. They are particularly used to finalize the discharge. The knocker hitting an empty hopper will help to make the powder sticking to the walls fall out. The discharge will be more complete and it can reduce accumulation from 1 batch to another. |
| Pneumatic | Fluidizing pads | Rubber pads, directly mounted on the inside of a hopper are
using compressed air injection to promote flow. A shoot of
compressed air through the pad will have 2 effects : - Vibration of the fluidizing pad - Air injection Such item will be very efficient to break arches, especially when vibrating bottoms cannot be used (compressible material). Attention must however been given to materials susceptible to ratholing when using such activation pads. To be noted that other pneumatic system exist (air cannons) injecting air at high pressure (up to 10 bar g), such item should only be used during the discharge to avoid further consolidation of the powder |
| Vibration | Vibrating bottom | Very common solution to promote flow. NOT to be used with
powder that have a high compressibility index A flexible although very rigid membrane link the top of the hopper and the end of its cone. A vibrating motor (unbalanced) is attached to the bottom part. The motor is started / stopped during short intervals. In order to transfer properly the vibration to the product and improve the effect of the vibrating bottom of "Chinese Hat" is connected to the vibrating part The use of this chinese hat makes the vibrating bottom difficultly cleanable, to be kept in mind for hygienic applications Vibrating bottom are often used when there is not enough space to get the right hopper angle. They indeed allow to have a flatter outlet since the vibration is promoting the flow. |
| Vibrations | Vibrators | Vibrators are unbalanced motors mounted directly on the
hopper. They can be used on small hoppers. On big ones, the
vibration will be very limitated and will have few effect on
the flow. To be noted that some small vibrators can also be powered by compressed air. They will be more used on piping or very small hoppers (few liters) |
| Material | Material treatment | Changing the properties of the hopper wall through mechanical or chemical treatment (polishing, electropolishing...) will change the wall friction angle and can leaad to a facilitated flow |
| Material | Flow agent | When possible, adding a small quantity of a flowing agent can help "lubricate" the powder and increase the flow |
3. Air balancing
Air balancing, when discharging a hopper, an especially when this discharge is done for dosing purposes, is often overlooked. However, a bad air balancing can have severe consequences on the performances of the process.
Typical consequences of bad air balancing are : a reduction in flow at the outlet of the hopper, or a bad dosing.
Air balancing is defined here as the capacity of the process to equilibrate pressures : i.e. for a hopper discharging to a mixer, to be able to admit air to avoid vacuum in the hopper discharging, and be able to release air in the mixer to avoid overpressure.
Such an air balancing is ensured by sizing filters sufficiently large to allow an exchange of air large enough, without getting over the maximum pressure authorized. One possibility exists to actually install a pipe in between the discharging vessel and the receiving vessel, ensuring an exact compensation in both hoppers. However, such a system may not always be suitable (hygienic reasons, layout...).

Figure 8 : Pressure effects during powder discharge
Filters must be designed by using the face velocity of a material to filter. Different correction factors should be applied.
4. Silo Design good principles
In order to design properly a silo, several considerations must be kept in mind, related to the product to store, the material in which the silo will be built, and the safety of the installation.
Table 5 : Silo design checks
| Design area | Check to be performed |
|---|---|
| Material to be handled | Perform a rheology analysis following Jenike's method.
Calculate the outlet diameter, cone angle and position of
discharging aids if necessary Get loose and tapped bulk density Check moisture, sensitivity to humidity Get all ATEX data related to the product (Pmax, Kst, EMI, granulometry...) |
| Silo Geometry | Define outlet diameter, angle of cone from powder properties Define height of shell according to the capacity to reach and powder loose density |
| Silo construction material | To be reviewed according to the application. Aluminium and
Stainless Steel are common materials, some silos are also in
synthetic materials The material should be determined very early so that the tests on the product (wall friction tests) can be done with the material of construction |
| Instrumentation | Typical instrumentations to include are level probes dicrete (safety) and continuous (stock assessment), load cells can also be used. The pressure in the silo is also an important parameter to control for silos that do not vent freely to atmosphere. Sometimes temperature probes are needed too (product sensitive to temperature...) |
| Safety | A very important check to be done is to define pressure
safety valves and vacuum breakers. For this, the scenarios
generating the largest volume of air to release or admit must
be determined and validated. ATEX should also be considered with the use of explosion panels...etc... in case of risk that needs to be mitigated |
| Feeder | As defined above the design of the feeder needs to be studied to reach the proper discharge rate, but also ensure a smooth discharge from the silo. |

[1] Ten steps to an effective bin design, Eric Maynard, CEP, November 2013