Introducción a los Sistemas de Transporte Neumático
Para obtener información completa sobre el transporte neumático, puede buscar más en nuestra guía de transporte neumático
Pregunta o comentario ? Por favor, contáctenos en admin@powderprocess.net
| Resumen de la sección |
|---|
| 1. Tipos de transporte neumático : Fase diluida / Fase densa |
| 2. Proceso |
| 3. Diseño - Método de cálculo abreviado |
| 4. Resolución de problemas |
| 5. Proveedores de sistemas de transporte neumático |
De qué se trata
A lo largo de un proceso de producción, los polvos necesitan ser transportados. Los sistemas de transporte neumático son a menudo una forma eficiente de mover polvos en comparación con otros medios mecánicos (uso de bolsas o contenedores, uso de cintas...)
Sin embargo, existen diferentes formas de realizar un transporte neumático, como el transporte de aire a presión o el sistema de transferencia de vacío para polvos. Cada forma tiene algunas ventajas y desventajas, por lo que la elección de la tecnología debe hacerse después de realizar un estudio breve. Este estudio debe considerar las necesidades del proceso, pero también la influencia del transporte neumático en los productos.
Esta página propone una visión general de la tecnología de transporte neumático, sin embargo, powderprocess.net también ha creado una guía en línea con más detalles, haga clic en este enlace para acceder a ella.
1. Tipos de transportadores neumáticos
¿Qué es el transporte neumático ?
En cada caso, el transporte neumático implicará un gas como un movimiento de polvo. Este gas se sopla en un lado del proceso y la mezcla de gas + polvo fluye en tuberías de transporte hasta su destino final. En la mayoría de los casos, el gas utilizado es el aire. Sin embargo, existen diferentes formas de soplar el aire, introducir el polvo en la tubería de transporte. Como consecuencia, se han desarrollado diferentes tecnologías de transporte con el tiempo.
¿Qué tipo de sistemas de transporte neumático se utilizan comúnmente ?
Fase diluida / Fase densa
Una forma muy común de transportar polvos es transportarlos en una fase diluida. El polvo se diluye con el aire, lo que significa que la relación (kg de producto/kg de aire) es baja. El producto se transporta en forma de nube en las tuberías de transporte.
Fase diluida de PRESIÓN
El aire en la tubería de transporte puede ser introducido gracias a un Soplador, con una sobrepresión al comienzo de la tubería de transporte. Entonces, hablaremos de fase diluida de PRESIÓN
Fase diluida de VACÍO
En lugar de colocar el Soplador al comienzo de la tubería de transporte, se puede colocar al final. En este caso, el Soplador crea un VACÍO que succiona el aire en la tubería de transporte. Este aire arrastra el polvo y lo transporta al receptor final.
Top 5 Más Populares
1. Guía de diseño de transporte neumático
2. Mezcladores de cinta
3. Mezcla de polvos
4. Guía de diseño de tolvas
5. Medición del grado de mezcla
--------
Top 5 Nuevos
1. Mezcla seca continua
2. Velocidad de mezcla
3. Optimización del tiempo de ciclo del mezclador
4. Comparación de mezcla por Lote / mezcla continua
5. Ahorro de energía
Fase densa
La otra opción, para transportar polvos, es transportar a una concentración mucho mayor del producto. Un transporte se llama fase densa cuando la relación (kg de producto/kg de aire) es alta. Nuevamente, dicho transporte se puede realizar en presión o en vacío.
Fase densa de PRESIÓN
En la fase densa de presión, el aire debe ser comprimido a una presión más alta que en la fase diluida. Se puede hacer instalando un compresor específico, o simplemente utilizando el aire de la red de aire comprimido de la fábrica. Las presiones alcanzadas oscilarán entre alrededor de 1 bar g y varios bar g. Para introducir el polvo en la tubería de transporte, se utilizan a menudo algunos tanques diseñados para soportar presión. Se llaman tanques de presión o tolvas de envío a presión.
Fase densa de VACÍO
La fase densa de vacío presentará una configuración bastante similar a la de la fase diluida. Sin embargo, para acomodar cargas de sólidos más altas, lo que conduce a una mayor caída de presión, se utilizará una bomba de vacío en lugar de un simple Soplador. Se generarán entonces vacíos muy altos.
Tabla resumen
Tabla 1 : Ventajas y desventajas de las diferentes tecnologías de transporte neumático
| Fase | Fuerza impulsora | Carga de sólidos | Presión | Distancia alcanzable | Ventajas | Desventajas |
|---|---|---|---|---|---|---|
| Disperso | Presión | 5-15 | Máx. 800 mbarg | 150-200 m o más | Simple Instintivo y fácil de entender para los operadores |
Requiere válvula estrella en la recogida de producto El aire puede estar caliente después de la compresión |
| Disperso | Vacío | 5-15 | Máx. -500 mbarg | 100 m | Simple La recogida de producto se simplifica (no se necesita válvula estrella) El aire se aspira a la temperatura del ambiente |
Limitado en distancia en comparación con el transporte en presión La operación puede parecer más delicada para los operadores de producción |
| Denso | Presión | 25-30 | Desde 1 bar g hasta varios bar g | Puede ser 150+ m, pero otros factores pueden limitar la distancia | Se puede alcanzar una gran distancia Se puede alcanzar un gran flujo de producto |
Consumo de aire comprimido Uso de tanque de presión Difícil acceso al interior del tanque de presión |
| Denso | Vacío | 25-30 | Hasta -900 mbar | ~50-100 m | No consumo de aire comprimido Recogida de producto simple, fácil acceso al hopper de envío |
Limitado en distancia y elevación |
Fase densa - Algunas variaciones
Al transportar en fase densa, los proveedores pueden utilizar diferentes tecnologías que inducen un comportamiento diferente del polvo en el tubería de transporte. En la configuración más simple, se crean naturalmente tapones de diferentes longitudes. Esto puede causar algunos problemas con respecto a la caída de presión, ya que solo puede haber un tapón largo. Para disminuir este fenómeno, hay posibilidades de forzar la creación de tapones más cortos. Se hace pulsando una válvula que admite aire al comienzo de la tubería de transporte o en secciones intermedias. Una desventaja es que el aire introducido en la tubería de transporte causará una aceleración del producto transportado al final de la línea, lo que puede ser perjudicial para la calidad del producto (rotura).
Regímenes de flujo
Ten cuidado, no todos los sólidos pueden ser transportados con cualquier tecnología. En realidad, la adecuación de una tecnología en particular dependerá de las propiedades de fluidización del sólido que se va a transportar. Antes de diseñar un sistema, se debe establecer la clase del sólido. Dicha clase se determina gracias a una clasificación propuesta por Geldart en 1973.
- Clase A : polvos adaptados para el transporte en fase densa, tienen una alta y duradera aeración. Pueden ser transportados a alta concentración pero no forman naturalmente tapones, por lo que se requiere un sistema activo para crearlos.
- Clase B : polvos adaptados para el transporte en fase densa, fluyen naturalmente en tapones (duna)
- Clase C : estos polvos cohesivos probablemente no sean transportables en fase densa, sin embargo, existen algunas excepciones
- Clase D : estos polvos pueden ser transportados en fase densa a concentraciones entre las clases B y A

Figura 1 : clasificación de Geldart
La densidad ρp de las partículas utilizadas en el gráfico anterior se define como la masa de una partícula dividida por su volumen, incluyendo poros abiertos y cerrados.
Es importante entender cómo los conceptos de fase dispersa y fase densa se traducen en la forma en que el producto fluye en la tubería. Básicamente, dependiendo de la velocidad del gas transportador, se pueden identificar 5 regímenes de flujo.
Tabla 2 : fases de transporte
| Velocidad del gas | Regimen de flujo | Tubería de transporte Aspecto | Comentarios |
|---|---|---|---|
| Alta velocidad (15-40 m/s) | Fase dispersa |  |
Básicamente, cualquier sólido puede ser transportado en fase dispersa, sin embargo, las restricciones aplicadas al sólido lo hacen adecuado solo para productos que no son sensibles a la rotura y que no son demasiado duros y abrasivos para la tubería. Las partículas están en suspensión en el gas y no se depositan en la tubería de transporte. |
| Velocidad media (8-15 m/s) | Fase densa (flujo saltador) |  |
Cuando la velocidad del gas disminuye, la caída de presión disminuye a un mínimo y algunas partículas forman una capa continua en secciones de tubería horizontales. Los depósitos no son permanentes y el transporte está sucediendo. La concentración no es constante en una sección de tubería, ya que más partículas están en la parte inferior de la tubería. |
| Baja velocidad (3-8 m/s) | Fase densa discontinua - Duna |  |
Al disminuir aún más la velocidad del gas, la caída de presión aumenta de nuevo y se crea un régimen de flujo en el que se forman tapones. El flujo de duna ocurre en realidad con productos finos. La caída de presión dependerá de la longitud de los tapones formados, por lo que la incentivación para controlarlos activamente gracias al proceso. Un método común para este régimen de flujo es instalar inyecciones de aire regulares en la tubería que ayudarán a "cortar" los tapones. |
| Baja velocidad (3-8 m/s) | Fase densa discontinua - Pulsante |  |
Este régimen de flujo es similar al flujo de duna presentado anteriormente, pero ocurre con materiales más gruesos. Al observar el flujo, se observa claramente que comienza y se detiene, por lo que "pulsante". Los tapones se crean naturalmente gracias a la mayor porosidad del sólido en comparación con otros polvos más cohesivos. |
| Velocidad muy baja (3-8 m/s) | Fase densa continua |  |
Al disminuir aún más la velocidad del gas, y para sólidos que pueden ser transportados bajo este régimen, se establece un flujo de fase densa continuo. Básicamente, solo hay un gran tapón. Sin embargo, esto crea caídas de presión muy grandes, lo que hace que este régimen esté limitado a distancias muy cortas. |
Es importante tener en cuenta que las partículas circulan a una velocidad inferior a la del gas. Dependiendo del régimen de flujo, la velocidad promedio de las partículas puede ser 0,4 a 0,8 veces la velocidad del gas.
2. Constitución de cada tipo de sistema de transporte neumático
PRESIÓN - Fase dispersa
El motor de aire en presión fase dispersa es en la mayoría de los casos un soplador o compresor. El tipo más común es utilizar un Roots Soplador que combina buena confiabilidad, alto flujo de aire y puede alcanzar suficiente presión para la mayoría de las necesidades industriales. Esto Soplador permitirá alcanzar un máximo de 1 bar g.
Otra posibilidad es utilizar aire comprimido para algunos casos específicos utilizando una venturi para recoger el polvo. Esta solución no es muy económica, por lo tanto debe mantenerse para casos muy específicos y bajo rendimiento.
Para introducir el polvo en la tubería de transporte, se debe utilizar un Válvula rotaria de cierre de aire debe utilizarse. Este equipo permitirá una dosificación aproximada del polvo en la tubería, lo que es necesario para evitar bloqueos pero tendrá como función principal aislar el área de alta presión (la tubería) del área de baja presión (el silo que introduce el polvo). Esto evita que el aire entre en el producto y evita su flujo.
El receptor suele estar equipado con un Válvula rotaria de cierre de aire también para permitir una separación del aire y del producto. En algunos casos, es posible evitar dicha válvula estrella si el receptor es lo suficientemente grande y la situación es segura (descarga directa a un silo).

Figura 2 : Disposición típica del proceso de fase pobre en presión
VACÍO - Fase pobre
En la fase pobre de vacío, el motor de aire es básicamente el mismo que en la fase pobre de presión, excepto que se coloca al final de la línea, succionando el aire y creando un vacío. El vacío creado es de alrededor de -500 mbar g en la aspiración del compresor.
En la recogida de producto, hay necesidad de tener una entrada de aire para permitir que el aire succionado fluya en la tubería. En el lado del producto, no Válvula rotaria de cierre de aire es necesaria aquí, ya que el aire irá en la dirección del producto y, por lo tanto, no impedirá que fluya. Sin embargo, es necesario un sistema para controlar la ingesta de producto (tornillo, válvula simple) para evitar que un aumento en el flujo de producto bloquee la tubería.
En la recepción, la mejor práctica es colocar un ciclón con un Válvula rotaria de cierre de aire. El diseño debe tener en cuenta que el flujo de aire desde el equipo aguas abajo fluirá esta vez en contra del producto. Debe considerarse una degasificación adecuada.
La instrumentación típica debe incluir lo siguiente: sensor de presión en la aspiración del compresor, caída de presión diferencial a través filtro, sensor de nivel en la recepción

Figura 3 : Disposición típica del proceso de fase pobre de vacío
El sistema de transferencia de vacío para polvos está ganando popularidad por su simplicidad en la recogida de producto y su mayor contención, ya que,\ en caso de fuga, el aire se filtrará hacia el proceso y el producto permanecerá en el equipo.
PRESIÓN - Fase densa
La fase densa de presión requerirá un tanque de envío diseñado específicamente para soportar presiones de 1 a 3-4 barg en la mayoría de los casos. Este tanque se llama tanque de presión. Presenta una entrada de aire comprimido en la parte superior y otra después de su válvula de descarga. También debe estar equipado con una válvula de seguridad de presión para evitar cualquier aumento de presión no controlado. Un sistema de degasificación con un filtro también debe instalarse.
El receptor debe estar equipado con un filtro y también puede estar equipado con una válvula estrella si es necesario. Si el receptor es lo suficientemente grande y está diseñado para funcionar a presión atmosférica, dicho equipo puede no ser necesario.
Como parte de la instrumentación, los sensores de presión en el tanque, al comienzo de la tubería y en la recepción serán clave, ya que todo el sistema estará impulsado dependiendo de las presiones. Sensores de nivel en el tanque de envío para detectar el final del llenado y el final de la descarga son necesarios, mientras que un sensor de nivel en el receptor debe instalarse para evitar el sobrellenado. Los medidores de flujo de aire comprimido son opcionales pero constituyen una buena herramienta de resolución de problemas.

Figura 4 : Disposición típica del proceso de fase densa de presión
VACÍO - Fase densa
Un sistema de fase densa de vacío es bastante similar a una configuración de fase pobre excepto que se debe instalar una bomba de vacío que permita alcanzar una presión <-900 mbarg.
La entrada de material suele hacerse a través de un tanque de envío. No se necesita una construcción específica para el tanque de envío, lo que puede ser una ventaja en comparación con la fase densa de presión, ya que el acceso es más fácil.
El receptor, por otro lado, debe estar diseñado para vacío total, lo que significa que debe estar reforzado y supondrá un aumento de costos. Debe estar equipado con una válvula estrella o con una válvula mariposa si el transporte se realiza en
Lote

Un sensor de presión en el receptor y en la aspiración de la bomba es necesario. La bomba debe estar en accionamiento de frecuencia.
Figura 5 : Disposición típica del proceso de fase densa de vacío
3. Diseño - método abreviado para la fase pobre de transporte neumático pneumatic conveying handbook
PASO 1 - Recopilar los datos de entrada del estudio
El producto que se va a transportar debe ser conocido, especialmente :
- Tamaño medio de partícula (micras)
- Densidad de grano (kg/m3)
- Densidad de partícula (kg/m3)
La geometría de la tubería debe ser conocida :
- Longitud (m)
- Elevación (m)
- Número de codos
y ángulo
La tasa de flujo objetivo que se debe lograr debe determinarse de antemano (kg/h).
Algunas suposiciones o decisiones de diseño deben hacerse :
- Tipo de motor de aire / Caída de presión disponible
- Presión en la recogida de producto / receptor - Capacidad de transporte objetivo
PASO 2 - Suponer un diámetro de tubería
Estimar el diámetro de la tubería a partir de la experiencia. Este es un punto de partida para el procedimiento de diseño y el valor se verificará y cambiará más adelante en el diseño si es necesario.
PASO 3 - Suponer una caída de presión para la línea
Estimar a partir de la experiencia la caída de presión que debería ocurrir en la línea. El valor se controlará y revisará más adelante en el procedimiento. Ahora, para una tecnología específica, este valor no debería cambiar demasiado. Por ejemplo, la caída de presión con un Soplador debería estar en algún lugar entre 0,3-0,7 bar.
PASO 4 - Calcular la velocidad del aire en la entrada
Una regla común es considerar C1(velocidad en la recogida)=1,2*Cmin (velocidad mínima del aire). Cmin es conocida, si el material es común o habitual para la empresa que ejecuta el producto. Si es desconocida, es necesario calcularla verificando la velocidad terminal de una partícula en caída libre, la velocidad mínima del aire debe ser mayor que este valor.
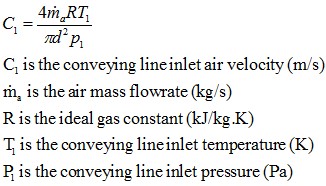
PASO 5 - Calcular la tasa de flujo de masa de aire
A partir de las suposiciones tomadas anteriormente, la tasa de flujo de masa de aire se puede calcular gracias a la siguiente fórmula :
PASO 6 - Calcular la relación de carga de sólidos
La relación se calcula a partir de la tasa de transporte de sólidos objetivo y la tasa de flujo de masa de aire calculada anteriormente

Con mp la tasa de flujo de producto en t/h, ma la tasa de flujo de aire en kg/s
PASO 7 - Verificar la velocidad del aire en la entrada de la tubería de transporte
Este paso solo se aplica para materiales que se transfieren en fase densa. Para dicho material, calcular C1=36Φ-0,3-7 m/s
Si este valor aproximado es diferente al evaluado en el paso 4, regresar al paso 4 y reemplazar el valor
PASO 8 - Verificar la caída de presión de la tubería de transporte
Utilice un modelo para calcular la caída de presión de la línea con todos los datos recopilados en los pasos anteriores. Si la caída de presión calculada es diferente a la evaluada en el paso 3, es necesario regresar al paso 3 y reemplazar el valor.
Modelos
Dichos modelos están disponibles para el transporte en fase pobre. En caso de que el sistema se esté diseñando para fase densa, es necesario tener valores empíricos de una prueba.
| Método de cálculo abreviado para el transporte neumático de fase diluida |
| Método de caída de presión de aire solo |
| Método de características de transporte universales |
Detalles sobre dichos métodos se pueden encontrar en la literatura.
PASO 9 - (Solo si la caída de presión calculada en el PASO 8 estuvo muy lejos de la suposición original) Reespecificar la tasa de flujo de material
Si la caída de presión calculada está muy lejos del valor supuesto en el PASO 3, puede ser necesario corregir también la tasa de flujo de producto
PASO 10 - (Solo si los 2 pasos anteriores no dieron satisfacción) Re-seleccionar el diámetro de la tubería
Si el diseño está muy lejos del objetivo, el diámetro de la tubería debe cambiarse y el cálculo volver a ejecutarse hasta que los valores de entrada y salida de la caída de presión sean casi iguales.
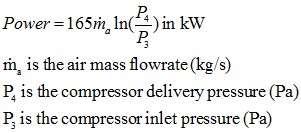
PASO 11 - Calcular la potencia requerida
Con el fin de este método abreviado, la potencia se puede calcular con la siguiente estimación :
PASO 12 - Reevaluación del sistema
Este paso se agrega para permitir que el ingeniero tenga un ojo crítico sobre los datos calculados hasta ahora y confrontarlos con su experiencia. Si es necesario, algunos valores deben modificarse y el procedimiento volver a ejecutarse.
ESPECIFICAR el sistema
A partir de los cálculos realizados, especificar el diámetro de la tubería elegido así como los requisitos de aire.
5. Solución de problemas de sistemas de transporte neumático
A continuación se muestran los fenómenos que pueden observarse al poner en marcha una línea de transporte neumático. Para cada problema, se indica una posible causa raíz y una acción a seguir.
Tabla 3: Solución de problemas de funcionamiento de la línea de transporte
| Observación | Posible causa raíz | Posible acción |
|---|---|---|
| Alta presión durante el transporte | Demasiado producto en la línea | Revisar la configuración del equipo que alimenta el material Para fase densa, ajustar la presión en el tanque de presión y la acción de los ayudantes de descarga, si los hay Para fase densa al vacío, ajustar la inyección de aire / válvula de formación de tapón |
| No suficiente rendimiento | La línea está subdimensionada | Revisar el diámetro de la tubería y el Soplador
dimensionamiento. Nota: cambiar solo el Soplador puede no ser suficiente para aumentar el rendimiento Nota: la caída de presión es particularmente alta en las curvas, por lo que un trazado de tubería más directo conducirá a una menor caída de presión y potencialmente a un mayor rendimiento del producto. |
| No suficiente rendimiento | No suficiente producto admitido | Comprobar el estado del equipo dosificador. En especial para la válvula de estrella, asegúrese de que la ventilación sea correcta y de que el producto pueda realmente llenar los bolsillos de la válvula |
| No suficiente rendimiento / obstrucción de la tubería | Fugas en la tubería | Especialmente válido para el sistema al vacío. Asegúrese, realizando una prueba de vacío, de que la tubería esté hermética. |
| Acumulación de producto en las curvas | Demasiadas curvas / curvas demasiado pronunciadas | Revisar el diámetro de la tubería y el Soplador
dimensionamiento. Nota: cambiar solo el Soplador puede no ser suficiente para aumentar el rendimiento |
| Acumulación de producto en las curvas | Velocidad de aire demasiado alta | Revisar si la velocidad de aire puede disminuirse, teniendo cuidado de no tener una velocidad demasiado baja en la recogida del producto, ya que si no se alcanza la velocidad mínima de recogida, podría producirse una obstrucción al inicio de la línea. |
| Acumulación de producto en la tubería | Condensación o recogida de humedad del producto | Revisar la climatización del aire de transporte, asegurarse de que no haya corrientes de aire húmedo que crucen una corriente de aire frío o una sección de tubería fría |
6. Fabricantes de sistemas de transporte neumático
La selección de un proveedor para su nuevo sistema de transporte neumático debe hacerse con mucho cuidado para asegurarse de que el fabricante seleccionado tiene los conocimientos y la experiencia adecuados en su campo de aplicación. Como parte de los criterios para elegir a su proveedor, deben tenerse en cuenta sus referencias existentes, pero también si dispone de una planta piloto para probar sus materiales, ya que el transporte neumático depende en gran medida del material. Además, el fabricante debe ser capaz de ofrecer explicaciones técnicas precisas y concisas durante la discusión de su proyecto.
A continuación se muestran las empresas proveedoras de sistemas de transporte neumático (sistemas de transporte en fase diluida o en fase densa):
- Sautelma: http://www.sautelma-rotolok.fr/
- Linxis group: https://linxisgroup.com/
- Lessine: https://www.lessine.com/
(Nota: PowderProcess.net no tiene ningún vínculo con estas empresas)